观看我们的产品视频,就像打开了一扇通往玄武(本地)数控等离子切割机_大功率光纤激光切割机符合行业标准产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:玄武玄武(本地)数控等离子切割机_大功率光纤激光切割机符合行业标准的图文介绍
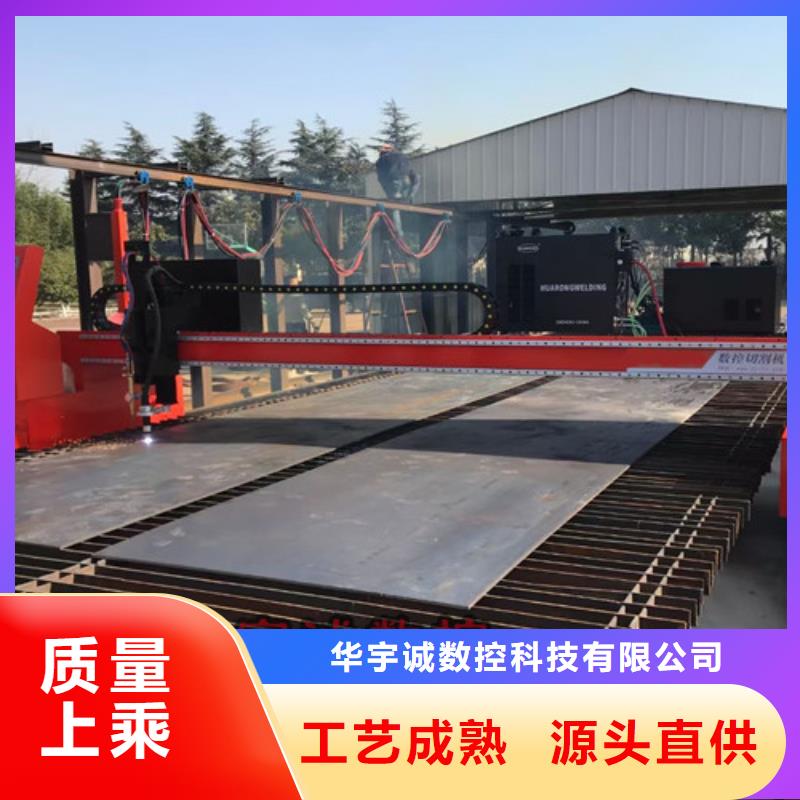
数控等离子切割机_大功率光纤激光切割机符合行业标准")
数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。
数控等离子切割机_大功率光纤激光切割机符合行业标准")
数控等离子切割机_大功率光纤激光切割机符合行业标准")
市场上生产数控等离子切割机厂家很多,规模和质量也是参差不齐的。所以有的人该问了,到底该如何选择数控等离子切割机呢?其实每个人见识和立场不一样,想法也是不一样的。其实适合自己的还是要根据自身的需要来选择。接下来数控切割机厂家为您分享一下,选择数控等离子切割机时的注意事项。
数控等离子切割机该如何选择?
1、首先需要确定你要切割的材质和厚度。材质和厚度的不同,决定了你选择的切割方式。10mm以下碳钢用等离子切割,10-25mm碳钢等离子、数控火焰切割机均可,25mm以上碳钢所用等离子电源价格较高(且切割坡度较明显),小型企业尽量考虑火焰切割。
2、确定一下你是持续长时间的切割还是自动设置切割,及时检查机器的工作负载持续率。
3、数控等离子切割机的割炬上有各种外部零件是快速消费品,容易损耗。寻找耗材少的,能节省不少的成本。
4、寻找高配置的数控等离子切割机,虽然高配置不一定代表高精度,但是高配置的数控等离子切割机在质量上会更耐用一点。
数控等离子切割机_大功率光纤激光切割机符合行业标准")
数控等离子切割机_大功率光纤激光切割机符合行业标准")
数控等离子切割机_大功率光纤激光切割机符合行业标准")
经过年的稳健经营与拓展,现已成为集 光纤激光切割机排名、设 计、开发、制造与销售为一体的实业型企业。 华宇诚数控科技有限公司主要经营 光纤激光切割机排名、,以好的质量,齐全的 光纤激光切割机排名、产品,全方位的服务,合理的价格,诚挚的信誉,竭诚为广大客户提供全方位的服务,愿与每位客户携手共进,共创美好未来!
数控等离子切割机_大功率光纤激光切割机符合行业标准")
数控等离子切割机喷嘴高度
数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压加大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的力量增多。
在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割力量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。
数控等离子切割机_大功率光纤激光切割机符合行业标准")






 扫一扫
扫一扫