我们为您呈现了一部精彩绝伦的《绥化》(当地)道路护栏防撞护栏厂品质保证产品视频,让您感受产品的独特之处。
以下是:绥化《绥化》(当地)道路护栏防撞护栏厂品质保证的图文介绍
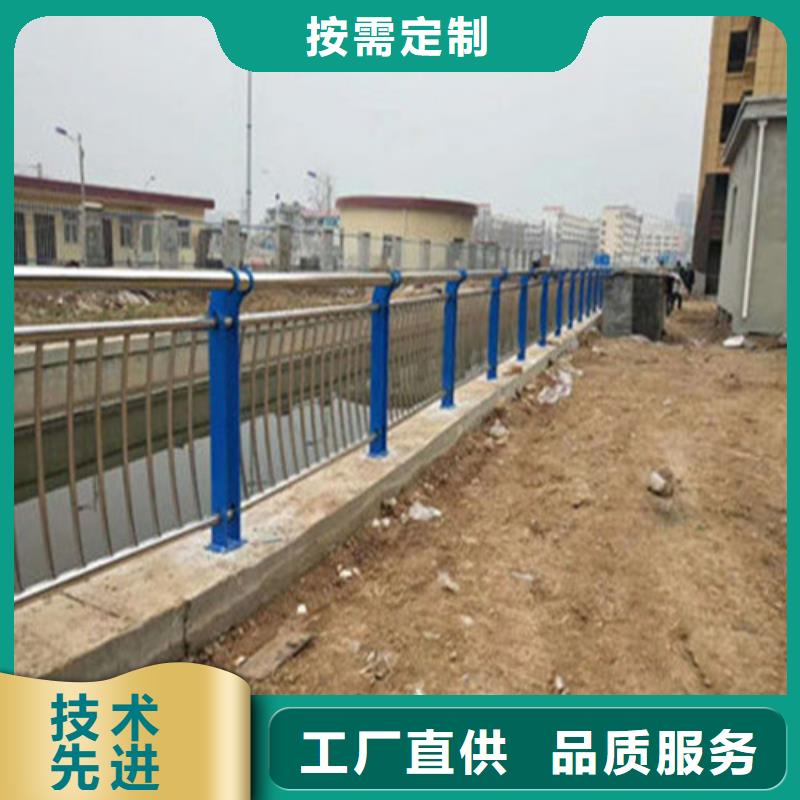
道路护栏防撞护栏厂品质保证")
不锈钢复合管组成形式主要有: 低碳钢+奥氏 体不锈钢管、低碳钢+马氏体(或铁素体) 不锈钢管、 低铬钼合金钢+奥氏体不锈钢管及低铬钼合金钢+马氏体(或铁素体) 不锈钢管。 不锈钢复合钢管是由两种不同的钢材通过技术手段结合在一起, 这两种材质的物理特性往往存在很大的差别,如常减压蒸馏装置中的 Q245R+316L、 Q345R+316L 复合钢, 基层为低碳钢材质 Q245R, 复层为奥氏体不锈钢 316L, 这两种材质的 物理性能相差很大, 表现为:奥氏体不锈钢 316L 线胀系数大, 且随温度升高而增加,比低碳钢 Q245R 高大约 40%; 奥氏体不锈钢 316L 热导率低, 约为低碳钢 Q245R 的 1/3。 在焊接不锈钢复合钢过渡层时, 由于热膨胀和冷收缩速度的差异, 导致过渡层出现热裂纹或结晶裂纹, 再加上焊接过程中基层材质对焊缝金属的成分稀释, 非常容易导致裂纹的产生。 这种特性对于基层为铬钼合金钢, 复层为奥氏体不锈钢的不锈钢复合钢管表现得尤为明显。
道路护栏防撞护栏厂品质保证")
道路护栏防撞护栏厂品质保证")
聚晟护栏制造有限公司主营: 镀锌喷塑防撞栏、系列产品。公司拥有专业的技术人员,产品已在全国各地广泛使用,并得到广大用户的好评。公司注重品质、严格管理,建立了健全的质保体系和售后服务体系,“以质量创品牌,以诚信创未来”是公司宗旨,公司将秉承三个服务:贴心的售前服务,专业的售中服务,完善的售后服务,随时为客户提供更优的产品解决方案及优良的服务。我公司产品符合指标要求,质量合格热忱欢迎广大客户莅临我公司参观、考察、指导工作。
道路护栏防撞护栏厂品质保证")
道路护栏防撞护栏厂品质保证")
道路护栏防撞护栏厂品质保证")
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。
道路护栏防撞护栏厂品质保证")
道路护栏防撞护栏厂品质保证")
国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。 由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。
道路护栏防撞护栏厂品质保证")
道路护栏防撞护栏厂品质保证")
道路护栏防撞护栏厂品质保证")





 扫一扫
扫一扫